鋳造部品のホットクラックを防ぐには?
- シェア
- 発表時間
- 2021/4/9
概要
鋳造の用途が非常に広いことは誰もが知っています。現在、ハードウェアおよび機械および電子産業全体で使用されています。では、ホットクラックの発生をどのように防止すればよいのでしょうか。
熱間割れが発生する可能性があるダイカストをはじめとする鋳造部品の熱間割れの原因を理解していない人が多く、その原因を特定し、発生を防止する必要があります。
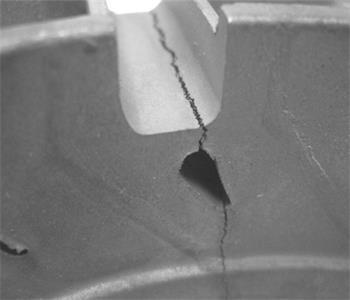
ホットクラックの定義
割れは亀裂の形状であり、曲がりくねった割れ目は非常に不規則であり、表面は広く、狭く、結晶構造が形成されたときに溶融鋼が金型キャビティに凝縮した後に始まるメカニズムを持つ高温亀裂に属し、この時点で、内部の鋼が固化して固体の収縮を完了していないため、線の収縮がブロックされ、材料が高温の極限強度を超えると、鋳造または塑性変形に応力が発生する可能性があります。 、鋳造クラック。
熱亀裂形成の原因
液体金属が金型に注がれた後、熱損失は主に金型壁を通して行われるため、凝固は常に鋳物の表面から始まります。固体収縮は、凝固の後期段階で多数のデンドライトが重なり合って完全な骨格を形成するときに発生します。しかし、デンドライト間にはまだ固化していない液体金属膜 (液膜) の層が存在します。鋳物の収縮が妨げられなければ、デンドライト骨格は力を受けずに自由に収縮できます。樹状骨格の収縮が砂型や砂中子によって阻害される場合、樹状骨格が自由に収縮できない場合、引張応力が発生します。引張応力が材料の極限強度を超えると、デンドライト間に亀裂が発生します。樹状骨格がゆっくりと引き離され、引っ張られた部分の周りの十分な液体金属が補充に間に合うように亀裂サイトに流れ込む場合、鋳造品に熱亀裂は発生しません.逆に、割れが液体金属で補充されない場合、鋳物に高温割れが発生します。
ホットクラックの原因は、プロセスと鋳造構造に反映されます。鋳造壁の厚さは均一ではなく、内部角度が小さすぎます。フォークのラッピング部分が多すぎて、鋳物フレーム、リブブロックが鋳物の通常の収縮;スプレーシステムは、鋳物の通常の収縮を妨げます。たとえば、噴霧器がボックスベルトに近いか、噴霧器間の砂の強度が非常に高く、鋳物の自由収縮が制限されます。ライザーが小さすぎるか大きすぎます。合金線の収縮率が大きすぎます。合金中の低融点相の形成元素は基準を超えており、鋳鉄中の硫黄とリンの含有量が高くなっています。キャスティングボックスの早すぎる砂の落下、冷却が速すぎる。
熱割れを防ぐ方法
1.鋳造部品構造の改善
肉厚を均一にし、角を丸くして応力集中を緩和します。ホイールキャスティングのスポークは、必要に応じて曲げることができます。
2. 合金材料の溶解品質の向上
精錬および脱気プロセスは、液体金属中の酸化性介在物およびガスを除去するために使用されました。有害な不純物の含有量を制御する必要があり、コールドクラックを防ぐために合理的な溶解プロセスを採用する必要があります。
3. 正しい鋳造プロセス対策を採用する
部品の鋳造工程における鋳物の同時凝固は、高温割れだけでなく低温割れの防止にも有効です。鋳物の各部分の冷却速度をできるだけ均一にし、割れの傾向を減らすために、注入ライザーの位置とサイズを合理的に設定します。
砂型での鋳物の滞留時間を正しく決定します。砂型は優れた断熱容器であり、鋳物の厚い部分と薄い部分の温度をさらに均一化し、それらの間の温度差を減らし、熱応力を減らし、コールドクラックの傾向を減らすことができます。鋳型内での鋳物の滞留時間を延長し、鋳物の早い段階で箱を開けないようにして、内部応力が大きくなり、コールド クラックが発生しないようにします。
収縮応力による鋳物の低温割れを防止する効果的な対策は、砂型と中子の抵抗力を高めて、鋳物が凝固した後できるだけ早く圧力室の鉄を取り外し、砂場の締結装置を緩めることです。 .大型鋳物の砂型や中子は、鋳込み後に事前に掘削することで、鋳物に対する収縮抵抗を低減し、鋳物の各部分の均一な冷却を促進します。落下砂の過程では、鋳物の洗浄と取り扱い、衝突、および押し出しを避けて、鋳物の低温亀裂を防止する必要があります。
4.時効熱処理
鋳造応力が高い鋳物の場合、過度の残留応力によって引き起こされる低温割れを避けるために、時効処理を適時に実施する必要があります。必要に応じて、鋳物押湯切断や溶接補修後に時効熱処理を行ってください。
当社の砂型鋳物は、熱間割れの発生を非常に防ぐことができ、精密鋳造プロセスと独自の材料で熱間割れを防止する部分が非常によく行われています。ですので、キャスティングに興味のある方はお早めにご連絡ください!